
آموزش پی ال سی (PLC) از مبتدی تا پیشرفته. راهنمای کامل برنامه نویسی، سخت افزار، زبان نردبانی (Ladder) و کاربردها. تخصص اتوماسیون با مبین نیرو.
در قلب هر کارخانه مدرن، خط تولید هوشمند و فرآیند صنعتی کارآمد، یک مغز متفکر دیجیتال قرار دارد. دهه ها پیش، کنترل ماشین آلات صنعتی توسط تابلوهای برق غول پیکری انجام میشد که پر از رله ها، تایمرها و کنتاکتورهای به هم پیوسته بودند. این سیستم ها نه تنها حجیم و گران قیمت بودند، بلکه عیب یابی یا ایجاد یک تغییر کوچک در منطق آن ها، نیازمند روزها توقف خط و سیم کشی مجدد بود. اما امروز، تمام این منطق های پیچیده، در یک دستگاه کوچک، قدرتمند و انعطاف پذیر به نام PLC (کنترل گر منطقی برنامه پذیر) خلاصه شده است.
آموزش پی ال سی دیگر یک مهارت جانبی نیست، بلکه سنگ بنای ورود به دنیای اتوماسیون صنعتی و مهندسی کنترل است. یادگیری PLC به معنای یادگیری زبان ماشین آلات و توانایی فرمان دادن به پیچیده ترین فرآیندهای صنعتی است. شرکت مبین نیرو رای، به عنوان تامین کننده تخصصی تجهیزات برق صنعتی و اتوماسیون و نماینده رسمی برند جهانی TECO در ایران، عمیقا به اهمیت دانش فنی در کنار تجهیزات با کیفیت باور دارد. ما در این راهنمای جامع، شما را قدم به قدم در مسیر یادگیری PLC همراهی میکنیم.
ما به عنوان تأمین کننده تخصصی و پیشرو در زمینه تجهیزات برق صنعتی، اتوماسیون و کنترل، متعهد به ارائه راه حل های نوآورانه و محصولات با کیفیت به صنایع کشور هستیم. با تکیه بر دانش فنی روز، تجربه چندین ساله و همکاری با معتبرترین برندهای جهانی، «مبین نیرو» همراه قابل اعتماد شما در بهینه سازی فرآیندها، افزایش بهره وری و تضمین پایداری در پروژه های صنعتی شماست.
اطلاعات تماس و دسترسی:

آموزش پی ال سی یک فرآیند گام به گام برای تسلط بر کنترل گرهای منطقی برنامه پذیر است. این فرآیند شامل درک عمیق سخت افزار PLC (شامل CPU، ماژول های ورودی و خروجی)، یادگیری اصول برنامه نویسی صنعتی، تسلط بر حداقل یک زبان برنامه نویسی استاندارد (معمولا زبان نردبانی یا Ladder Logic) و در نهایت، توانایی پیاده سازی پروژه های عملی با استفاده از نرم افزارهای شبیه ساز یا سخت افزار واقعی است.
یادگیری PLC یک مسیر مشخص است که با درک مفاهیم پایه آغاز شده و به برنامه نویسی سناریوهای پیچیده صنعتی ختم میشود. این راهنما، نقشه راه شما در این مسیر خواهد بود. در بخش های بعدی، هر یک از این مراحل را به تفصیل شکافته و شما را برای تبدیل شدن به یک متخصص اتوماسیون آماده میکنیم.
قبل از باز کردن نرم افزار برنامه نویسی یا دست زدن به هر سیم، باید دقیقا بدانیم با چه موجودی سر و کار داریم. PLC یک کامپیوتر صنعتی است، اما نه شبیه کامپیوتر رومیزی شما. این دستگاه برای یک هدف خاص ساخته شده است: کار کردن 24 ساعته در 7 روز هفته، در محیط های خشن صنعتی (پر از نویز الکتریکی، گرد و غبار، لرزش و دمای متغیر) و اجرای یک برنامه مشخص با قابلیت اطمینان مطلق. وظیفه آن خواندن ورودی ها، اجرای منطق و کنترل خروجی ها است.
برخلاف کامپیوتر شما که ممکن است صدها کار را همزمان انجام دهد، PLC یک فرآیند تکراری و بسیار سریع به نام چرخه اسکن (Scan Cycle) را میلیون ها بار اجرا میکند. این چرخه که در چند میلی ثانیه اتفاق می افتد، اساس کار PLC است.
سپس این چرخه بلافاصله از نو تکرار میشود. این سرعت و تکرارپذیری، همان چیزی است که کنترل دقیق و در زمان واقعی (Real-time) را ممکن میسازد.
بسیاری از مبتدیان، PLC را با دستگاه های دیگر اشتباه میگیرند. درک تفاوت آنها برای یک متخصص اتوماسیون حیاتی است.
دلیل فراگیری PLC ها در چند مزیت کلیدی خلاصه میشود. قابلیت اطمینان بالا، مهمترین دلیل است؛ آنها به ندرت خراب میشوند و برای کار مداوم طراحی شده اند. انعطاف پذیری، مزیت دوم است؛ تغییر یک فرآیند کامل تولید فقط با تغییر چند خط کد ممکن میشود. مقاومت محیطی، قابلیت گسترش (Scalability) (شروع با چند ورودی و گسترش تا هزاران) و سهولت عیب یابی (مشاهده وضعیت برنامه به صورت زنده) دلایلی هستند که PLC را به قلب اتوماسیون مدرن تبدیل کرده اند.
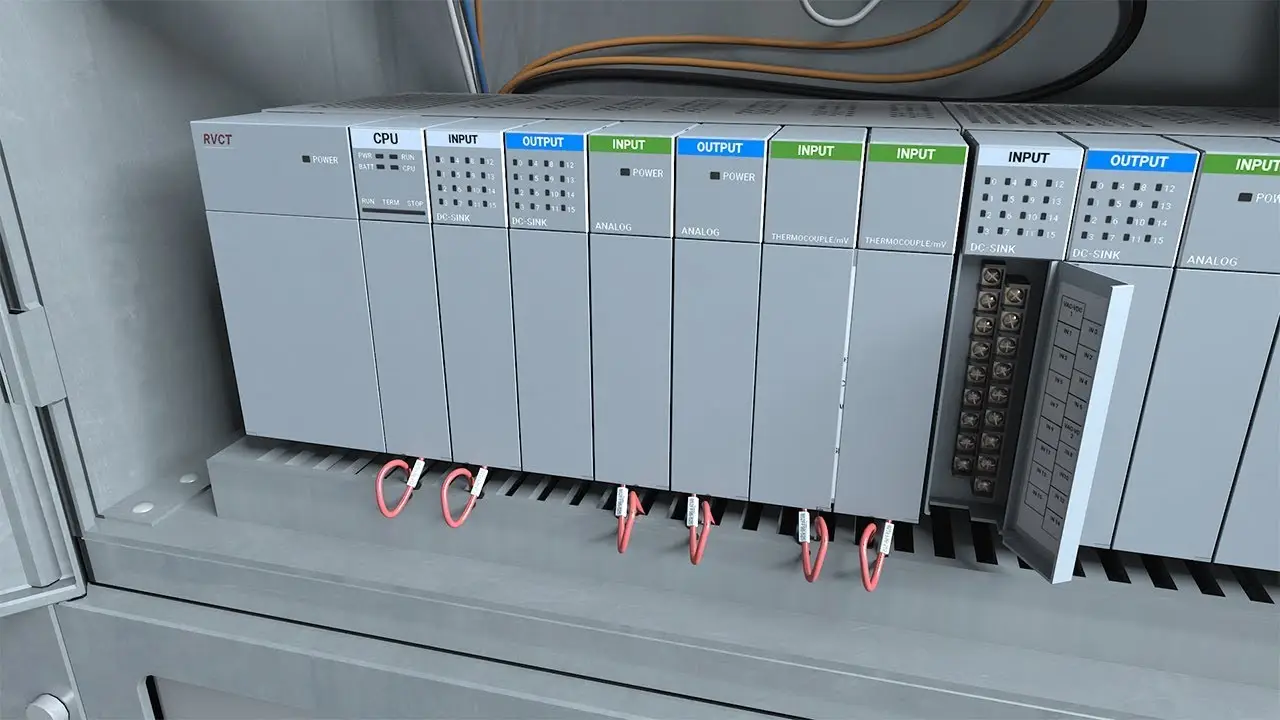
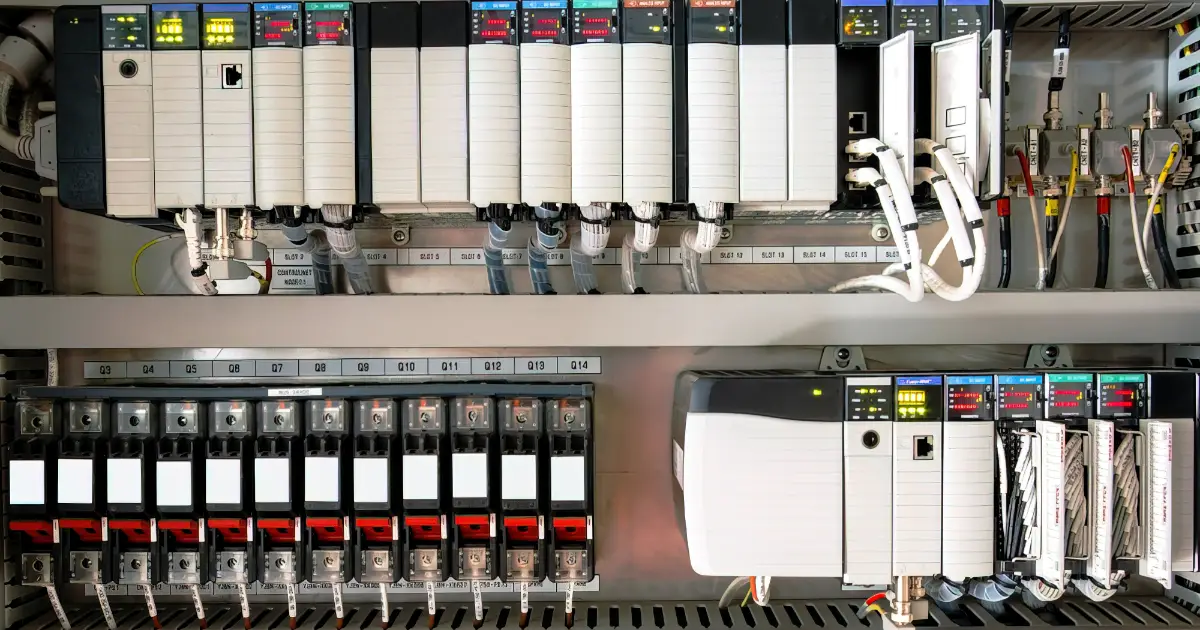
قبل از برنامه نویسی، باید سخت افزار را بشناسید. یک سیستم PLC از اجزای مختلفی تشکیل شده است که هر کدام وظیفه مشخصی دارند. شناخت این اجزا به شما کمک میکند تا درک کنید برنامه شما چگونه به عمل فیزیکی تبدیل میشود.
منبع تغذیه (PS): این قطعه، برق ورودی (معمولا 220 ولت AC یا 24 ولت DC) را دریافت و آن را به ولتاژهای DC پایداری که برای کارکرد CPU و ماژول ها لازم است، تبدیل میکند. این یک منبع تغذیه صنعتی ایزوله و مقاوم در برابر نویز است. واحد پردازش مرکزی (CPU): این مغز متفکر سیستم است. CPU برنامه شما را در حافظه خود ذخیره میکند، چرخه اسکن را اجرا، ورودی ها را میخواند، منطق را پردازش و خروجی ها را فرمان میدهد. سرعت پردازنده و میزان حافظه، فاکتورهای تعیین کننده قدرت PLC هستند.
این ماژول ها رابط بین PLC و دنیای بیرون هستند. آنها سیگنال ها را از سنسورها و کلیدها دریافت میکنند.
این ماژول ها فرمان های PLC را به عملگرها ارسال میکنند.
PLC ها به طور کلی در دو شکل اصلی ارائه میشوند که انتخاب بین آنها، اولین تصمیم شما در طراحی یک پروژه است.
این بخش، جذاب ترین قسمت آموزش پی ال سی است. خوشبختانه، برای برنامه نویسی PLC نیازی به یادگیری کدهای پیچیده ای مانند C++ یا پایتون (در سطح پایه) ندارید. استاندارد جهانی IEC 61131-3 پنج زبان رسمی را برای برنامه نویسی PLC معرفی کرده است. اما در عمل، یادگیری یک زبان برای شروع کافی است.
زبان نردبانی (LD) یا Ladder Logic (LAD)، محبوب ترین، قدیمی ترین و پایه ای ترین زبان برنامه نویسی PLC است. دلیل محبوبیت آن، شباهت فوق العاده زیاد آن به نقشه های مدارهای فرمان رله ای است. این شباهت باعث شد تا تکنسین های برق قدیمی به راحتی از دنیای رله ها به دنیای PLC مهاجرت کنند. برنامه نردبانی شبیه به یک نردبان است که دو خط عمودی (ریل های قدرت) و خطوط افقی به نام “پله” (Rung) دارد. منطق برنامه در این پله ها پیاده سازی میشود.
در زبان نردبانی، ما با چند مفهوم اصلی سر و کار داریم. درک این چند مورد برای نوشتن 90 درصد برنامه های پایه کافی است.
کنتاکت باز (Normally Open – NO): این دستور (-||-) شبیه به یک کلید است که در حالت عادی باز است. در برنامه، این دستور یک آدرس ورودی (مثلا I0.0 برای ورودی اول) یا یک حافظه داخلی را بررسی میکند. اگر آن آدرس “یک” (برق دار) باشد، این کنتاکت “بسته” میشود و اجازه عبور سیگنال منطقی را در پله میدهد.
کنتاکت بسته (Normally Closed – NC): این دستور (-|/|-) شبیه به یک کلید است که در حالت عادی بسته است و سیگنال را عبور میدهد. این دستور نیز یک آدرس را بررسی میکند. اگر آن آدرس “صفر” (بی برق) باشد، کنتاکت بسته میماند. به محض اینکه آن آدرس “یک” (برق دار) شود، این کنتاکت “باز” شده و مسیر سیگنال را قطع میکند.
بوبین (Coil): این دستور (-( )- ) خروجی یا نتیجه منطق یک پله است. اگر سیگنال منطقی از تمام کنتاکت های قبلی در پله عبور کند و به بوبین برسد، آدرس متصل به این بوبین (مثلا Q0.0 برای خروجی اول) “یک” (فعال) میشود. این دستور مستقیما باعث فعال شدن یک خروجی فیزیکی (مثل رله یا ترانزیستور) در مرحله “به روز رسانی خروجی ها”ی چرخه اسکن میشود.
دستورات Set و Reset: یک بوبین عادی (Coil) فقط تا زمانی فعال است که سیگنال به آن برسد. اما بوبین Set (-(S)-) به محض دریافت یک پالس، آدرس خود را “یک” میکند و در همان حالت باقی میماند (Latch میشود)، حتی اگر سیگنال ورودی قطع شود. این وضعیت تا زمانی ادامه دارد که یک بوبین Reset (-(R)-) با همان آدرس، سیگنالی دریافت کند و آن آدرس را “صفر” نماید.
تایمرها (Timers): تایمرها بلوک های حیاتی برای ایجاد تاخیر در فرآیندها هستند.
شمارنده ها (Counters): شمارنده ها برای شمردن وقایع (مانند عبور قطعات از جلوی سنسور) استفاده میشوند.
گرچه زبان نردبانی عالی است، اما برای محاسبات ریاضی پیچیده یا الگوریتم های سنگین، کارآمد نیست.
آموزش پی ال سی بدون پروژه عملی بی معناست. تئوری کافی نیست. شما باید یاد بگیرید که چگونه برنامه شما، “عضلات” سیستم را به حرکت در می آورد. عضلات سیستم اتوماسیون، همان تجهیزاتی هستند که شرکت مبین نیرو به صورت تخصصی تامین میکند: کنتاکتورها و اینورترها.
هدف: روشن و خاموش کردن یک موتور سه فاز با استفاده از یک شستی استارت (I0.0) و یک شستی استاپ (I0.1). موتور توسط یک کنتاکتور (متصل به خروجی Q0.0) کنترل میشود.
سخت افزار:
برنامه نردبانی (Ladder Logic): این برنامه کلاسیک “راه اندازی دائم کار” یا Latching است. |—[I0.0]–|—[I0.1]–|—( Q0.0 )—| | | | | | | +—[Q0.0]–+ | | | | | |
تحلیل برنامه:
هدف: کنترل سرعت یک موتور توسط PLC، با استفاده از یک اینورتر (درایو).
سخت افزار:
برنامه نردبانی (Ladder Logic): |—[I0.0]–|—( Q0.1 )—| | (START) | | | |—[I0.0]–|—[ MOVE ]—| | | EN ENO | | | IN: 5000 | | | OUT: QW0 | | |————–|
تحلیل برنامه:
در اتوماسیون مدرن، دیگر برای هر فرمان یک سیم جداگانه کشیده نمیشود. به جای آن، PLC و اینورتر از طریق یک کابل شبکه (مانند RS-485 یا اترنت) با هم “صحبت” میکنند. PLC فرمان سرعت را در قالب یک بسته داده دیجیتال (مثلا تحت پروتکل Modbus) به اینورتر ارسال میکند. اینورتر نیز اطلاعاتی مانند سرعت واقعی، جریان مصرفی و خطاهای احتمالی را به PLC گزارش میدهد.
این سطح از کنترل و مانیتورینگ، اساس بهره وری بالاتر و مدیریت هوشمند برق است که در تجهیزات پیشرفته امروزی یافت میشود. یادگیری پروتکل های ارتباطی صنعتی مانند Modbus، گام بعدی شما پس از تسلط بر اصول پایه است. اطلاعات کامل در مورد این پروتکل ها را میتوان در وبسایت های رسمی مانند Modbus.org یافت.

اکنون که با سخت افزار و نرم افزار آشنا شدید، سوال این است که با چه چیزی شروع کنیم؟ بازار PLC بسیار گسترده است و برندهای مختلفی در آن فعال هستند.
در بازار جهانی و ایران، چند برند به عنوان پیشتازان صنعت PLC شناخته میشوند:
در این میان، برند TECO (که مبین نیرو نماینده رسمی آن در ایران است) به عنوان یک انتخاب بسیار هوشمندانه و با ارزش مطرح میشود. PLC های TECO (مانند سری AP و AH) تعادل فوق العاده ای بین کیفیت ساخت در سطح جهانی، پایداری صنعتی و قیمت رقابتی برقرار میکنند. نرم افزار برنامه نویسی آنها (TECO AP Editor) بسیار کاربرپسند بوده و از تمام زبان های استاندارد پشتیبانی میکند.
مهمتر از آن، اکوسیستم محصولات TECO کامل است. شما میتوانید PLC، اینورتر (مانند سری های A510, F510)، سروو درایو و HMI را همگی از برند TECO انتخاب کنید. این یکپارچگی کامل بین “مغز” (PLC) و “عضلات” (درایوها)، هماهنگی سیستم را تضمین کرده و فرآیند راه اندازی را بسیار ساده تر میکند. برای بررسی مشخصات فنی کامل PLC ها و سایر تجهیزات اتوماسیون این برند، میتوانید به صفحه دانلود کاتالوگ محصولات در وبسایت مبین نیرو مراجعه کنید.
خبر خوب این است که برای شروع آموزش پی ال سی، لزوما نیازی به خرید سخت افزار گران قیمت ندارید. اکثر نرم افزارهای برنامه نویسی PLC (مانند TIA Portal زیمنس، ISPSoft دلتا یا TECO AP Editor) دارای حالت شبیه ساز (Simulator) داخلی هستند. شما میتوانید برنامه خود را بنویسید، آن را روی یک PLC مجازی اجرا کنید، ورودی ها را به صورت دستی فعال کنید و روشن شدن خروجی ها را مشاهده نمایید. این بهترین و ارزان ترین راه برای تمرین منطق نردبانی، تایمرها و شمارنده ها است.
آموزش PLC فقط برنامه نویسی نیست؛ ایمنی بخش حیاتی آن است. PLC ها ولتاژهای خطرناک صنعتی را کنترل میکنند. نادیده گرفتن اصول ایمنی میتواند منجر به شوک الکتریکی، آتش سوزی یا آسیب دیدن تجهیزات گران قیمت شود.
رعایت این اصول، که بخشی از نکات ایمنی و فنی در هنگام مونتاژ تابلو برق است، تفاوت بین یک فرد مبتدی و یک متخصص حرفه ای را نشان میدهد.
در این بخش به سوالات رایجی که برای شروع کنندگان آموزش پی ال سی پیش می آید، پاسخ میدهیم.
بستگی به پیش زمینه شما دارد. اگر با مبانی برق صنعتی آشنا باشید، میتوانید اصول پایه و زبان نردبانی را در عرض چند هفته یاد بگیرید. اما رسیدن به سطح تسلط حرفه ای و توانایی راه اندازی پروژه های پیچیده، نیازمند ماه ها تمرین و تجربه عملی است.
خیر. گرچه رشته های مهندسی برق و کنترل، پایه تئوری قوی ایجاد میکنند، اما بسیاری از بهترین متخصصان اتوماسیون، تکنسین های با تجربه ای هستند که این مهارت را به صورت عملی و با گذراندن دوره های تخصصی آموخته اند. علاقه و پشتکار، مهمتر از مدرک است.
بهترین نرم افزار، نرم افزاری است که به آن دسترسی دارید. نرم افزارهای TIA Portal (زیمنس) و ISPSoft (دلتا) به دلیل محبوبیت در ایران و داشتن شبیه سازهای قوی، گزینه های بسیار خوبی برای شروع هستند.
خیر. این اشتباه رایجی است. PLC “مغز” تصمیم گیرنده است (مثلا میگوید “با سرعت 50 درصد بچرخ”). اینورتر “عضله” تخصصی کنترل موتور است (فرمان 50 درصد را میگیرد و ولتاژ و فرکانس موتور را تنظیم میکند).
خیر. زبان نردبانی یکی از ساده ترین زبان های برنامه نویسی است، زیرا بسیار بصری و شبیه به نقشه های برق است. درک آن برای افرادی که حتی آشنایی کمی با برق دارند، بسیار آسان است.
متخصصان اتوماسیون و برنامه نویسان PLC به دلیل مهارت حیاتی که در صنعت دارند، معمولا از سطح درآمدی بسیار خوبی در ایران و سراسر جهان برخوردارند. میزان درآمد به سطح تجربه، پیچیدگی پروژه ها و آشنایی با برندهای مختلف بستگی دارد.
PLC برای مصارف صنعتی طراحی شده و گران است. برای اتوماسیون خانگی (هوشمند سازی)، استفاده از رله های هوشمند (Smart Relays) یا میکروکنترلرهایی مانند رزبری پای و آردوینو بسیار مرسوم تر و به صرفه تر است. هرچند PLC های کوچک میتوانند برای این کار استفاده شوند.
خیر. در گام اول، تمام تمرکز خود را بر روی یادگیری با نرم افزارهای شبیه ساز بگذارید. پس از تسلط بر مفاهیم و زبان برنامه نویسی، میتوانید یک کیت آموزشی ارزان قیمت (PLC های کامپکت) تهیه کنید.
PLC مغز کنترل گر است و معمولا صفحه نمایش ندارد. HMI (Human Machine Interface) یا همان تاچ پنل صنعتی، رابط گرافیکی بین انسان و PLC است. اپراتور از طریق HMI به PLC فرمان میدهد و وضعیت فرآیند را مشاهده میکند.
قطعا. PLC ها در حال انقراض نیستند، بلکه در حال تکامل اند. با حرکت به سوی صنعت 4.0 و IIoT، تقاضا برای متخصصانی که بتوانند PLC های مدرن را برنامه نویسی، شبکه و ایمن کنند، بیش از هر زمان دیگری در حال افزایش است.
آموزش پی ال سی یک سفر هیجان انگیز به قلب اتوماسیون صنعتی است. این مسیر، از درک یک کنتاکت ساده در زبان نردبانی آغاز و به کنترل خطوط تولید تمام اتوماتیک ختم میشود. شما در این راهنما، نقشه راه این سفر را آموختید: از شناخت مفاهیم پایه و آناتومی سخت افزار، تا یادگیری زبان برنامه نویسی نردبانی و پیاده سازی پروژه های عملی با کنتاکتور و اینورتر.
به یاد داشته باشید که تئوری و شبیه سازی، تنها نیمی از راه است. تسلط واقعی زمانی حاصل میشود که شما برنامه خود را روی سخت افزار واقعی پیاده کنید و شاهد حرکت موتورها، باز شدن شیرها و جان گرفتن فرآیند باشید. انتخاب تجهیزات با کیفیت، قابل اعتماد و دارای پشتیبانی فنی قوی، در این مرحله حیاتی است.
شرکت مبین نیرو رای، به عنوان نماینده رسمی برند TECO، مفتخر است که کامل ترین سبد محصولات اتوماسیون، شامل PLC، اینورتر، سروو درایو و کنتاکتورهای صنعتی را برای پیاده سازی پروژه های شما فراهم کند. ما دانش فنی را در کنار تجهیزات اصیل قرار میدهیم تا شما با اطمینان کامل، ایده های خود را به واقعیت تبدیل کنید.
اطلاعات تماس شرکت مبین نیرو رای:



