پی ال سی چیست؟ راهنمای کامل PLC (کنترلر منطقی برنامه پذیر)، اجزا، انواع، برنامه نویسی و کاربرد آن در اتوماسیون صنعتی. مشاوره تخصصی مبین نیرو.
دنیای صنعت مدرن بر پایه سرعت، دقت و تکرارپذیری بنا شده است. از خطوط تولید پیچیده خودرو گرفته تا سیستم های تصفیه آب و ماشین آلات بسته بندی، همگی نیازمند یک هماهنگی دقیق و بدون خطا هستند. در گذشته، این هماهنگی توسط مدارهای فرمان رله ای، تایمرها و کنتاکتورهای متعدد انجام میشد. این سیستم ها نه تنها فضای بسیار زیادی را اشغال میکردند، بلکه عیب یابی، تغییر در منطق فرآیند یا گسترش آنها کابوسی واقعی بود. با پیچیده تر شدن فرآیندها، نیاز به یک راه حل هوشمندتر، انعطاف پذیرتر و قابل اعتمادتر به شدت احساس شد.
این نیاز، منجر به تولد PLC یا کنترل گر منطقی برنامه پذیر گردید. پی ال سی به عنوان مغز متفکر اتوماسیون صنعتی، جایگزین تمام آن سیم کشی های پیچیده شد و منطق کنترل را از سخت افزار به نرم افزار منتقل کرد. امروزه، تصور یک کارخانه مدرن بدون PLC تقریبا غیرممکن است. شرکت مبین نیرو رای، به عنوان یکی از پیشگامان تامین تجهیزات برق صنعتی و اتوماسیون، ارائه دهنده راهکارهای جامعی است که در قلب آنها، هماهنگی بین مغز سیستم (PLC) و عضلات آن (مانند اینورترها و کنتاکتورها) قرار دارد.
ما به عنوان تأمین کننده تخصصی و پیشرو در زمینه تجهیزات برق صنعتی، اتوماسیون و کنترل، متعهد به ارائه راه حل های نوآورانه و محصولات با کیفیت به صنایع کشور هستیم. با تکیه بر دانش فنی روز، تجربه چندین ساله و همکاری با معتبرترین برندهای جهانی، «مبین نیرو» همراه قابل اعتماد شما در بهینه سازی فرآیندها، افزایش بهره وری و تضمین پایداری در پروژه های صنعتی شماست.
اطلاعات تماس و دسترسی:
پی ال سی (PLC) که مخفف عبارت Programmable Logic Controller است، یک کامپیوتر دیجیتال صنعتی و بسیار مقاوم است که به طور خاص برای کار در محیط های خشن صنعتی (مانند نویز الکتریکی بالا، لرزش، دما و رطوبت متغیر) طراحی شده است. وظیفه اصلی پی ال سی، اتوماسیون فرآیندهای الکترومکانیکی است. به زبان ساده تر، PLC دستگاهی است که سیگنال ها را از سنسورها و کلیدها (ورودی ها) دریافت میکند، بر اساس یک برنامه منطقی که در حافظه اش ذخیره شده، تصمیم گیری میکند و سپس فرمان های لازم را به عملگرها مانند موتورها، شیرهای برقی و چراغ ها (خروجی ها) صادر مینماید.
برخلاف کامپیوترهای شخصی (PC)، پی ال سی برای انجام یک کار مشخص و تکراری با قابلیت اطمینان بسیار بالا و در زمان واقعی (Real-time) بهینه سازی شده است. این دستگاه ستون فقرات اتوماسیون در تقریبا تمام صنایع محسوب میشود. شرکت مبین نیرو رای به عنوان تامین کننده تخصصی تجهیزات اتوماسیون و نماینده رسمی برند TECO، تخصص بالایی در زمینه تامین قطعاتی دارد که مستقیما توسط PLC ها فرمان میگیرند. برای دریافت مشاوره تخصصی در مورد چگونگی ادغام درایوها، کنتاکتورها و سایر تجهیزات با سیستم های کنترل مرکزی، میتوانید با کارشناسان ما با شماره 02188842616 تماس حاصل فرمایید یا به دفتر مرکزی ما به آدرس تهران، خیابان قائم مقام فراهانی، کوچه بیستم، پلاک 7، واحد 5 مراجعه نمایید.
برای درک کامل اینکه پی ال سی چیست، باید سفری کوتاه به دهه 1960 داشته باشیم. در آن زمان، صنعت خودروسازی آمریکا برای هرگونه تغییر در خط تولید (مثلا برای مدل جدید خودرو) با یک چالش عظیم مواجه بود.
تمام منطق کنترل خطوط تولید توسط صدها یا هزاران رله، تایمر و شمارنده فیزیکی پیاده سازی میشد. این سیستم ها در تابلوهای برقی بسیار بزرگی قرار داشتند که به “منطق رله ای” (Relay Logic) معروف بودند. مشکل اصلی این بود که برای کوچکترین تغییر در فرآیند، تکنسین ها مجبور بودند ساعت ها یا حتی روزها وقت صرف سیم کشی مجدد این تابلوها کنند. این فرآیند بسیار پرهزینه، زمان بر و مستعد خطای انسانی بود. عیب یابی یک رله سوخته در میان آن همه سیم، کاری طاقت فرسا بود.
در سال 1968، بخش “هیدروماتیک” شرکت جنرال موتورز (GM) مناقصه ای برای طراحی یک “کنترل گر استاندارد” برگزار کرد که جایگزین سیستم های رله ای شود. این کنترل گر جدید باید برنامه پذیر، ماژولار، قابل استفاده مجدد و از همه مهم تر، مقاوم در برابر محیط خشن کارخانه میبود. شرکتی به نام “Bedford Associates” به سرپرستی دیک مورلی (Dick Morley) طرحی را ارائه داد که برنده مناقصه شد.
آنها اولین دستگاه را “کنترل گر دیجیتال ماژولار” یا MODICON (MOdular DIgital CONtroller) نامیدند. این دستگاه، که بعدا به PLC تغییر نام داد، اولین کنترل گر منطقی برنامه پذیر تجاری در جهان بود. PLC این امکان را فراهم کرد که منطق کنترل به جای سیم کشی سخت افزاری، در قالب یک برنامه نرم افزاری نوشته شود و به راحتی قابل تغییر باشد. این یک انقلاب واقعی در اتوماسیون صنعتی بود.
قلب تپنده عملکرد PLC، فرآیندی تکراری و بسیار سریع به نام چرخه اسکن (Scan Cycle) است. PLC به طور مداوم این چرخه را اجرا میکند، هزاران بار در هر ثانیه. برخلاف یک کامپیوتر معمولی که ممکن است چندین برنامه را همزمان اجرا کند، PLC تمام تمرکز خود را بر اجرای این چرخه واحد برای تضمین عملکرد قطعی و در زمان واقعی (Deterministic) میگذارد. چرخه اسکن از چهار مرحله اصلی تشکیل شده است.
در ابتدای هر چرخه، CPU (واحد پردازش مرکزی) پی ال سی، وضعیت تمام ماژول های ورودی متصل به خود را بررسی میکند. این ورودی ها میتوانند سیگنال های دیجیتال (مانند یک کلید استپ/استارت، یک سنسور مجاورتی که بودن یا نبودن قطعه را تشخیص میدهد) یا سیگنال های آنالوگ (مانند یک سنسور دما یا فشار که یک مقدار پیوسته را میخواند) باشند. پی ال سی یک “عکس فوری” (Snapshot) از وضعیت تمام این ورودی ها گرفته و آن را در یک بخش مخصوص از حافظه خود به نام جدول تصویر ورودی (Input Image Table) ذخیره میکند.
این مهم ترین مرحله است. CPU شروع به اجرای برنامه نوشته شده توسط کاربر (مثلا به زبان Ladder Logic) میکند. برنامه به صورت ترتیبی، خط به خط (یا پله به پله در منطق نردبانی)، از بالا به پایین اجرا میشود. در طول این مرحله، CPU برای تصمیم گیری های منطقی خود، به مقادیر ذخیره شده در جدول تصویر ورودی (که در مرحله قبل ثبت شده بود) مراجعه میکند، نه به وضعیت لحظه ای ورودی های فیزیکی.
این کار تضمین میکند که وضعیت ورودی ها در طول یک چرخه اجرای برنامه ثابت بماند و باعث ایجاد نتایج غیرمنتظره نشود. همانطور که برنامه اجرا میشود، CPU نتایج منطقی (یعنی وضعیت جدید خروجی ها) را در بخش دیگری از حافظه به نام جدول تصویر خروجی (Output Image Table) مینویسد.
پس از اینکه اجرای کامل برنامه به پایان رسید، CPU به سراغ جدول تصویر خروجی میرود. در این مرحله، پی ال سی وضعیت تمام خروجی های فیزیکی (مانند رله ها، کنتاکتورها، چراغ های سیگنال، شیرهای برقی) را بر اساس مقادیری که در جدول تصویر خروجی ثبت شده اند، به طور همزمان به روزرسانی میکند. مثلا، اگر برنامه تصمیم گرفته باشد که یک موتور باید روشن شود، در این مرحله است که سیگنال فیزیکی به کنتاکتور مربوطه ارسال میشود.
در نهایت، قبل از شروع مجدد چرخه، CPU وظایف داخلی و خدماتی را انجام میدهد. این وظایف شامل برقراری ارتباط با دستگاه های دیگر (مانند HMI یا کامپیوتر برنامه نویسی)، اجرای تست های عیب یابی داخلی (Diagnostics) و به روزرسانی تایمرها و شمارنده های داخلی است. پس از اتمام این مرحله، چرخه اسکن بلافاصله از مرحله اول (خواندن ورودی ها) تکرار میشود.
کل زمان لازم برای انجام این چهار مرحله، زمان اسکن (Scan Time) نامیده میشود که معمولا در حد چند میلی ثانیه (هزارم ثانیه) است. کوتاه بودن زمان اسکن برای کاربردهایی که نیاز به پاسخ سریع دارند، بسیار حیاتی است.
یک سیستم PLC، چه از نوع کامپکت (فشرده) باشد و چه ماژولار، از چندین جزء کلیدی تشکیل شده است که با هم کار میکنند. درک نقش هر یک از این اجزا برای درک کامل عملکرد PLC ضروری است.
این بخش، مغز واقعی PLC است. CPU یک ریزپردازنده است که برنامه کاربر را ذخیره و اجرا میکند، محاسبات منطقی را انجام میدهد، وضعیت ورودی ها را نظارت میکند و خروجی ها را کنترل مینماید. سرعت CPU (که بر زمان اسکن تاثیر میگذارد) و میزان حافظه آن، از فاکتورهای کلیدی در تعیین قدرت یک PLC هستند. CPU همچنین وظیفه مدیریت ارتباطات و اجرای تست های تشخیصی سیستم را بر عهده دارد.
PLCها در محیط های صنعتی کار میکنند که ولتاژ شبکه میتواند نوسان داشته باشد. منبع تغذیه وظیفه دریافت برق ورودی (معمولا 220 ولت AC یا 24 ولت DC) و تبدیل آن به ولتاژهای DC پایدار و رگوله شده (مانند 5 ولت یا 3.3 ولت) را دارد که برای کار کردن CPU و سایر ماژول های الکترونیکی حساس مورد نیاز است. این ماژول همچنین وظیفه ایزولاسیون و حفاظت مدارهای داخلی در برابر نویز و نوسانات برق صنعتی را بر عهده دارد.
این ماژول ها رابط بین دنیای فیزیکی بیرون و CPU هستند. آنها سیگنال ها را از دستگاه های میدانی (Field Devices) دریافت کرده و آنها را به سیگنال های منطقی تبدیل میکنند که برای CPU قابل درک باشد. ماژول های ورودی به دو دسته اصلی تقسیم میشوند:
این ماژول ها فرمان های صادر شده از CPU (که در جدول تصویر خروجی ذخیره شده اند) را دریافت کرده و آنها را به سیگنال های الکتریکی تبدیل میکنند که میتوانند دستگاه های میدانی را راه اندازی کنند. این ماژول ها نیز به دو دسته اصلی تقسیم میشوند:
PLCها از انواع مختلف حافظه استفاده میکنند. حافظه ROM (Read-Only Memory) سیستم عامل و فریم ور (Firmware) دستگاه را در خود نگه میدارد. حافظه RAM (Random Access Memory) برای ذخیره سازی برنامه کاربر، جداول تصویر ورودی و خروجی و مقادیر متغیرها استفاده میشود. در گذشته، PLCها از باتری پشتیبان برای حفظ برنامه در RAM هنگام قطع برق استفاده میکردند، اما امروزه اکثر آنها از حافظه های غیرفرار (مانند Flash یا EEPROM) برای ذخیره سازی دائمی برنامه کاربر استفاده میکنند.

درک تفاوت های PLC با سایر دستگاه های کنترلی، به روشن شدن نقش دقیق آن در صنعت کمک میکند.
این اساسی ترین تفاوت است. رله ها و کنتاکتورها دستگاه های سخت افزاری هستند که منطق کنترل با سیم کشی فیزیکی بین آنها ایجاد میشود. PLC یک دستگاه نرم افزاری است که منطق در آن برنامه نویسی میشود.
کامپیوتر صنعتی (Industrial PC) یک PC معمولی است که برای مقاومت بیشتر در محیط صنعتی بهینه سازی شده و معمولا سیستم عامل هایی مانند ویندوز یا لینوکس را اجرا میکند.
این یک تفاوت بسیار مهم برای مخاطبان مبین نیرو است. این دو دستگاه مکمل یکدیگرند و اغلب با هم اشتباه گرفته میشوند، اما کارهای کاملا متفاوتی انجام میدهند.
برای اینکه PLC بداند چه کاری باید انجام دهد، باید برای آن برنامه نوشت. برخلاف کامپیوترها که زبان های سطح بالایی مانند پایتون یا جاوا دارند، PLCها از زبان های گرافیکی و متنی خاصی استفاده میکنند که برای مهندسان برق و تکنسین های کنترل، قابل فهم تر باشند. این زبان ها همگی تحت استاندارد جهانی IEC 61131-3 تعریف شده اند که پنج زبان استاندارد را مشخص میکند.
این محبوب ترین و قدیمی ترین زبان برنامه نویسی PLC است. دلیل محبوبیت آن این است که مستقیما از روی دیاگرام های مدارهای فرمان رله ای شبیه سازی شده است. برنامه شبیه به یک نردبان با دو ریل عمودی (نماینده برق مثبت و منفی) و پله های افقی (Rungs) است. روی هر پله، شرط ها (مانند کنتاکت های باز و بسته نماینده ورودی ها) در سمت چپ و نتیجه (مانند بوبین نماینده خروجی) در سمت راست قرار میگیرد. این زبان برای تکنسین های برقی که با مدارهای رله ای آشنا بودند، بسیار شهودی بود و عیب یابی آن به صورت بصری آسان است.
این زبان، منطق را به صورت مجموعه ای از بلوک ها نشان میدهد که با خطوطی به هم متصل هستند. هر بلوک یک تابع خاص را انجام میدهد (مانند AND, OR, Timer, Counter). این زبان برای توصیف فرآیندهایی که در آنها سیگنال ها به صورت پیوسته جریان دارند (مانند کنترل فرآیند) بسیار مناسب است.
این یک زبان متنی سطح بالا شبیه به پاسکال یا C است. ST برای نوشتن الگوریتم های پیچیده، محاسبات ریاضی سنگین، حلقه های تکرار (Loops) و منطق های شرطی پیچیده که پیاده سازی آنها در زبان نردبانی بسیار دست وپاگیر است، فوق العاده کارآمد میباشد.
زبان های دیگر این استاندارد شامل ** لیست دستورات (Instruction List – IL)** (شبیه به اسمبلی) و نمودار توالی تابعی (Sequential Function Chart – SFC) (برای مدیریت فرآیندهای مرحله ای) هستند.
PLCها در اندازه ها و قابلیت های بسیار متنوعی عرضه میشوند. انتخاب نوع مناسب به نیاز پروژه بستگی دارد. به طور کلی، آنها به سه دسته اصلی تقسیم میشوند:
این PLCها که به آنها “میکرو PLC” یا “PLCهای آجری” (Brick) نیز گفته میشود، تمام اجزای اصلی (CPU، منبع تغذیه و تعداد مشخصی ورودی/خروجی) را در یک بدنه واحد و فشرده جای داده اند. آنها قیمت بسیار مناسبی دارند و برای اتوماسیون ماشین آلات کوچک، کنترل ساختمان (BMS) یا فرآیندهای ساده که تعداد ورودی/خروجی کمی نیاز دارند (معمولا زیر 100 عدد) ایده آل هستند. برخی از مدل های کامپکت، قابلیت اتصال تعداد محدودی ماژول توسعه (Expansion Module) را نیز دارند.
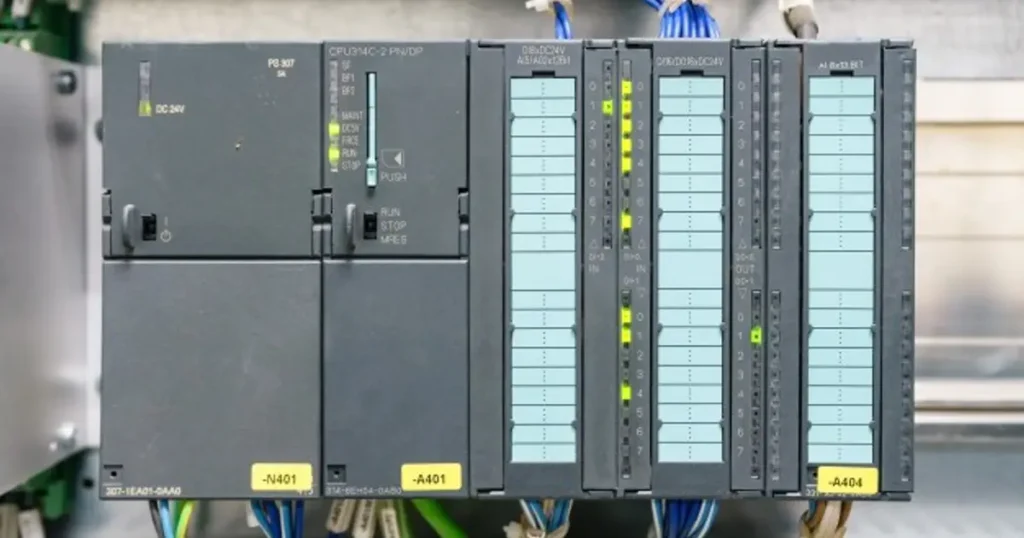
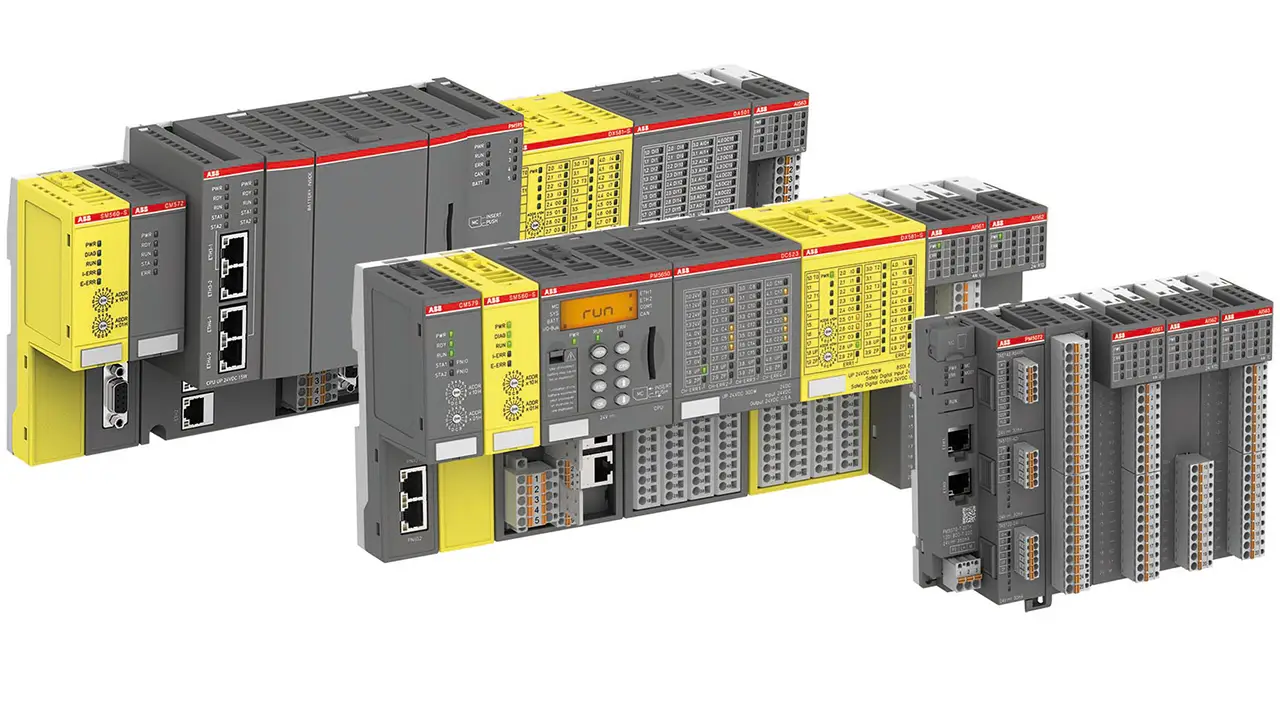
اینها محبوب ترین نوع در صنعت متوسط هستند. در این مدل، منبع تغذیه، CPU و ماژول های ورودی/خروجی همگی قطعات جداگانه ای هستند که بر روی یک ریل یا شاسی (Bus System) مشترک نصب میشوند. مزیت اصلی این مدل، انعطاف پذیری و قابلیت گسترش است. شما میتوانید دقیقا همان تعداد و نوع ورودی/خروجی (دیجیتال، آنالوگ، دما، شبکه) را که نیاز دارید انتخاب کنید و در آینده به راحتی سیستم را با افزودن ماژول های جدید گسترش دهید. عیب یابی نیز آسان تر است، زیرا میتوان یک ماژول خراب را بدون دست زدن به بقیه سیستم تعویض کرد.
اینها قدرتمندترین، گران ترین و بزرگترین نوع PLC هستند که برای کنترل فرآیندهای بسیار بزرگ و پیچیده (مانند یک پالایشگاه، نیروگاه یا خط تولید کامل خودرو) طراحی شده اند. در این مدل، تمام ماژول ها در یک شاسی یا “رک” (Rack) بزرگ نصب میشوند که دارای یک باس (Backplane) با سرعت بسیار بالا است. این PLCها دارای CPUهای بسیار قدرتمند، حافظه زیاد، قابلیت های پیشرفته شبکه و قابلیت افزونگی (Redundancy) هستند (یعنی دو CPU همزمان کار میکنند تا در صورت خرابی یکی، دیگری بلافاصله کنترل را به دست بگیرد).

انتخاب PLC مناسب یک تصمیم مهندسی حیاتی است. انتخاب یک PLC بسیار ضعیف منجر به عدم کارایی سیستم میشود و انتخاب یک PLC بسیار قوی، اتلاف هزینه است. در اینجا یک جدول راهنما برای فاکتورهای کلیدی انتخاب ارائه شده است:
| فاکتور کلیدی | توضیحات | چرا اهمیت دارد؟ |
| تعداد و نوع I/O | تعداد ورودی ها و خروجی های دیجیتال (DI/DO) و آنالوگ (AI/AO) مورد نیاز. | این اولین فاکتور برای تعیین اندازه PLC است. همیشه 20 تا 30 درصد I/O رزرو برای گسترش آتی در نظر بگیرید. |
| ظرفیت حافظه | میزان حافظه مورد نیاز برای ذخیره برنامه کاربر و داده های فرآیندی. | برنامه های پیچیده، الگوریتم های سنگین و ثبت داده ها (Data Logging) به حافظه بیشتری نیاز دارند. |
| سرعت پردازش (Scan Time) | مدت زمانی که طول میکشد تا PLC یک چرخه اسکن کامل را انجام دهد. | برای فرآیندهای بسیار سریع (مانند کنترل حرکت دقیق یا بسته بندی) زمان اسکن بسیار کوتاه (زیر 1 میلی ثانیه) حیاتی است. |
| قابلیت های ارتباطی | پورت ها و پروتکل های شبکه ای که PLC پشتیبانی میکند (مانند Modbus, Profinet, Ethernet/IP). | برای ارتباط PLC با HMI، اینورترها، سرورها و سایر PLCها ضروری است. |
| قابلیت گسترش (Modularity) | آیا PLC میتواند در آینده با افزودن ماژول های جدید گسترش یابد؟ | برای پروژه هایی که در فازهای مختلف اجرا میشوند یا احتمال توسعه در آینده دارند، حیاتی است. |
| نرم افزار برنامه نویسی | سهولت استفاده، قابلیت های عیب یابی و هزینه لایسنس نرم افزار. | یک نرم افزار پیچیده یا گران میتواند هزینه های مهندسی و نگهداری را به شدت افزایش دهد. |
| شرایط محیطی | مقاومت PLC در برابر دما، رطوبت، لرزش و نویز الکتریکی. | PLCهای صنعتی باید دارای گواهی های لازم برای کار در محیط های خشن باشند. |
| پشتیبانی فنی و برند | در دسترس بودن پشتیبانی فنی از طرف سازنده یا تامین کننده محلی. | دسترسی به پشتیبانی معتبر میتواند زمان توقف خط تولید را در هنگام بروز مشکل به شدت کاهش دهد. |
نقش PLC از یک جایگزین ساده برای رله فراتر رفته است. امروزه PLCها به عنوان گره های حیاتی در شبکه های اطلاعاتی کارخانه عمل میکنند و سنگ بنای مفاهیمی مانند صنعت 4.0 (Industry 4.0) هستند.
PLCهای مدرن دیگر جزایر ایزوله نیستند. آنها مجهز به پورت های اترنت هستند و از پروتکل هایی مانند OPC-UA پشتیبانی میکنند. این به آنها اجازه میدهد تا داده های فرآیندی ارزشمند را مستقیما به سیستم های سطح بالاتر مانند MES (سیستم اجرای تولید) و ERP (برنامه ریزی منابع سازمانی) ارسال کنند. این داده ها برای تحلیل عملکرد، بهینه سازی مصرف انرژی، نگهداری پیش بینانه (Predictive Maintenance) و ایجاد دوقلوهای دیجیتال (Digital Twins) استفاده میشوند. این همان چیزی است که به بهره وری بالاتر و مدیریت هوشمند برق با محصولات اشنایدر الکتریک و سایر برندهای پیشرو کمک میکند.
با اتصال PLCها به شبکه های بزرگتر و اینترنت، یک چالش جدید و حیاتی به نام امنیت سایبری (Cybersecurity) مطرح شده است. حادثه استاکس نت (Stuxnet) در گذشته نشان داد که PLCها میتوانند هدف حملات سایبری مخرب قرار گیرند. امروزه، ایمن سازی PLCها از طریق فایروال های صنعتی، جداسازی شبکه های کنترل (OT) از شبکه های اداری (IT)، استفاده از پسوردهای قوی و به روزرسانی های امنیتی، یک اولویت مطلق در طراحی سیستم های اتوماسیون است.
در سال های اخیر، مفهومی به نام PAC یا کنترل گر اتوماسیون برنامه پذیر مطرح شده است. PACها مرز بین PLC و IPC را کمرنگ میکنند. آنها قابلیت اطمینان و استحکام یک PLC را با قدرت پردازش، مدیریت داده و قابلیت های شبکه ای یک PC ترکیب میکنند. PACها میتوانند چندین کار را همزمان مدیریت کنند (نه فقط یک چرخه اسکن)، از زبان های برنامه نویسی سطح بالاتر پشتیبانی میکنند و برای مدیریت دیتابیس ها و ارتباطات پیچیده بسیار قدرتمندتر هستند.

در این بخش به برخی از سوالات رایج در مورد پی ال سی پاسخ میدهیم.
PLC مغز متفکر و تصمیم گیرنده کل فرآیند است (مثلا تصمیم میگیرد سرعت موتور 50 درصد باشد). اینورتر یک درایو تخصصی کنترل موتور است که فرمان PLC را دریافت کرده و با تنظیم ولتاژ و فرکانس، سرعت موتور را دقیقا روی 50 درصد تنظیم میکند.
خیر. کنتاکتور یک کلید قدرت فیزیکی برای قطع و وصل کردن بارهای سنگین (مانند موتور) است. PLC یک کنترل گر هوشمند است که به بوبین کنتاکتور فرمان میدهد که چه زمانی وصل یا قطع شود.
محبوب ترین زبان برنامه نویسی PLC که ظاهر آن شبیه دیاگرام های مدارهای فرمان رله ای است و درک آن برای تکنسین های برق آسان میباشد.
مدت زمانی (معمولا چند میلی ثانیه) که طول میکشد تا PLC یک دور کامل چرخه کاری خود را (خواندن ورودی ها، اجرای برنامه، نوشتن خروجی ها) انجام دهد.
ورودی ای است که یک سیگنال متغیر و پیوسته (مانند 4 تا 20 میلی آمپر از سنسور فشار) را دریافت میکند، برخلاف ورودی دیجیتال که فقط روشن یا خاموش بودن را تشخیص میدهد.
PLCها ذاتا بسیار پایدار هستند، اما اگر به شبکه متصل شوند، مانند هر کامپیوتر دیگری در معرض خطرات سایبری قرار میگیرند و باید با استفاده از فایروال و رمزگذاری محافظت شوند.
انتخاب بر اساس فاکتورهایی مانند تعداد ورودی/خروجی مورد نیاز، سرعت پردازش، قابلیت های شبکه و نرم افزار برنامه نویسی انجام میشود.
برندهای معروفی مانند Siemens (زیمنس)، Allen-Bradley (Rockwell)، Schneider Electric (اشنایدر الکتریک)، Mitsubishi (میتسوبیشی)، Omron (امرن) و TECO (تکو) از بازیگران اصلی این بازار هستند.
PAC (کنترل گر اتوماسیون برنامه پذیر) نسل جدیدی از کنترل گرها است که قدرت پردازش و مدیریت داده یک PC را با پایداری و استحکام یک PLC ترکیب میکند و برای سیستم های پیچیده تر و یکپارچه تر استفاده میشود.
بله، با یادگیری یکی از زبان های استاندارد IEC 61131-3 (مانند Ladder Logic) و در اختیار داشتن نرم افزار برنامه نویسی مخصوص آن برند، میتوانید PLC را برنامه نویسی کنید.
در پاسخ نهایی به سوال پی ال سی چیست، باید گفت PLC قلب تپنده و مغز متفکر اتوماسیون مدرن است. این دستگاه قابل اعتماد، انعطاف پذیر و قدرتمند، جایگزین مدارهای رله ای پیچیده شده و امکان پیاده سازی فرآیندهای پیچیده صنعتی را با دقت و سرعت بالا فراهم کرده است. از کنترل یک نوار نقاله ساده تا مدیریت یک پالایشگاه کامل، PLCها در همه جا حضور دارند و دنیای تولید را متحول کرده اند.
موفقیت یک پروژه اتوماسیون تنها به انتخاب یک PLC قدرتمند بستگی ندارد، بلکه به هماهنگی کامل این مغز متفکر با عضلات اجرایی سیستم، یعنی تجهیزات قدرت و کنترل، وابسته است. شرکت مبین نیرو رای، به عنوان نماینده رسمی برند TECO و تامین کننده برتر تجهیزات اتوماسیون صنعتی، مفتخر است که با کیفیت ترین قطعات اجرایی، از جمله اینورترها (درایوهای کنترل دور موتور) و کنتاکتورهای صنعتی را که برای اجرای دقیق فرمان های PLC شما ضروری هستند، ارائه دهد. برای مشاهده مشخصات فنی کامل محصولات و دریافت مشاوره جهت یکپارچه سازی سیستم های کنترلی خود، میتوانید به صفحه دانلود کاتالوگ محصولات ما مراجعه کنید.
اطلاعات تماس شرکت مبین نیرو رای: